USINAGE - GÉNÉRALITÉS
<= Notes sur les pratiques techniques
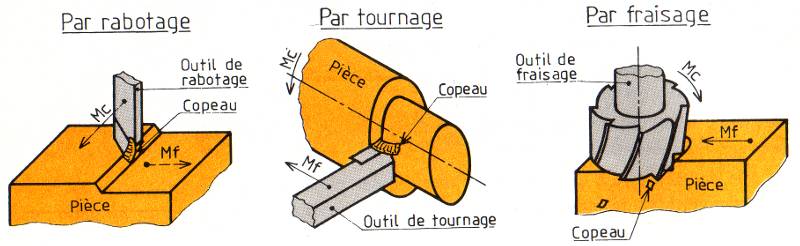
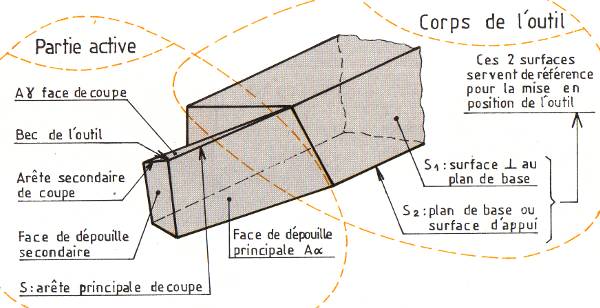
On distingue les outils:
- simples à tranchant unique: outils de tour, etc.
- à arêtes multiples: pour augmenter la productivité on cherche en effet à multiplier les parties actives sur un même outil, en les disposant surt un cercle (fraises) ou sur une ligne (alésoir, scie).
- Les outils meules
Les angles de la partie active sont définis par trois plans Pr, Pf et Ps eux même repérés en fonction des vecteurs vitesse de coupe V et d'avance Vf:
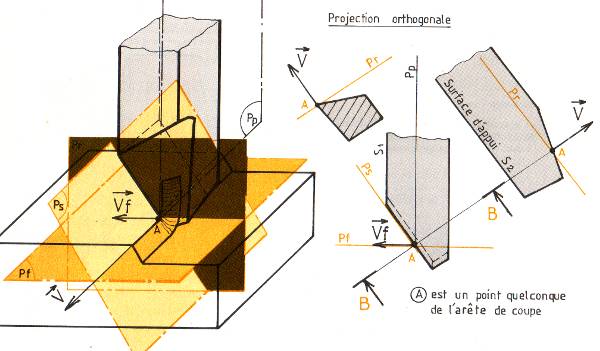
- Pr plan de référence (en marron), passant par le point A de l'arête et perpendiculaire à la direction du vecteur vitesse de coupe V
- Ps plan d'arête (en beige), perpendiculaire au plan Pr et contenant la tangente à l'arête S
- Pf plan de travail conventionnel (en orange), perpendiculaire au plan Pr et parallèle à la direction du vecteur avance Vf.
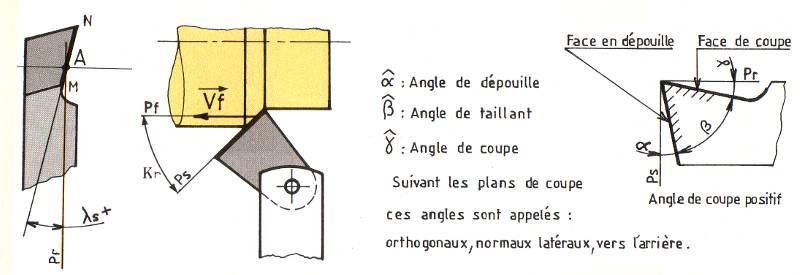
On définit ainsi les angles:
- de direction d'arête d'outil Kr, angle entre Pf et Ps mesuré dans Pr, dépend du travail d'usinage (forme de la surface à générer, ébauche ou finition), angle à gauche ou à droite
- d'inclinaison d'arête d'outil Lambdas, angle que fait l'arête de coupe S et le plan Pr, dépend du genre et du type de travail (ébauche ou finition, choc ou continu). Une valeur négative a pour but d'augmenter la résistance du bec et d'orienter le déroulement du copeau.
- de coupe Gamma, dépend du matériau usiné
- de dépouille Alpha (Ci. 6° pour l'acier rapide, 4° à 8° pour les carbures métalliques)
- de taillant Béta (dépends de la résistance à la coupe du métal à usiner)
La section du corps de l'outil et la longueur de l'arête de coupe sont fonction de l'avance et de la profondeur de passe.
Matière employée: Les matériaux utilisés doivent répondre aux exigences suivantes:
- Résistance élevée aux sollicitations de traction et compression
- bonne rugosité des faces de coupes et de dépouilles
- conservation de la dureté à des températures élevées (500 à 900°C)
On utilise quatre grande catégories de matériaux de coupe
- aciers rapides: ce sont des aciers à fort pourcentage de carbone avec des additions d'alliage dont le but est d'augmenter la dûreté et la résistance à l'usure. Ces aciers ne sont pas sensibles à l'écaillage et on peut obtenir par affûtage une arête de coupe trés vive
- carbures métalliques: ils possédent une haute résistance et une haute dureté, et permettent de travailler à des vitesses 4 à 6 fois supèrieure à celle des aciers rapides. Sensibles à l'écaillage l'arête de coupe n'est jamais vive, mais possède un léger rayon.
- Céramiques: elles sont constituées par de l'oxyde d'aluminium aggloméré par un liant et mis en forme. leurs dureté est élevée et les vitesses de coupe permises sont de 3 à 4 fois supèrieures à celles des carbures
- diamand industriel: il se présente sous forme de grain brasé à l'extrémité d'un corps d'acier. Il peut usiner tous les métaux quelque soit leur dureté. On l'emploie pour certains travaux de finition.
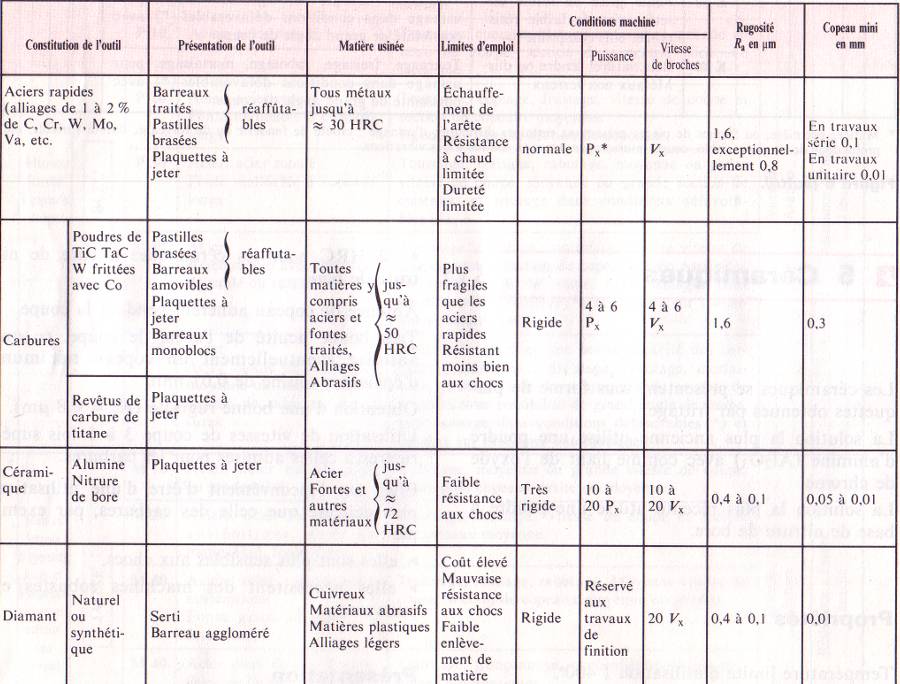
Px puissance absorbée à la coupe à section de copeau égale
Vitesse de coupe: Dans tous les cas la vitesse de coupe est rigoureusement déterminée afin d'obtenir une bonne longévité des outils et une bonne coupe. Ces valeurs ont été déterminées expérimentalement par des laboratoires spécialisés dans les essais de coupe.
Lubrification: La coupe s'accompagnant d'un important dégagement de température, la lubrification est nécessaire pour limiter celle-ci (réfrigération) et/ou diminuer le coefficicent de frottement (lubrification), et assurer ainsi la possibilité d'une bonne vitesse de coupe ainsi que la longévité des outils.
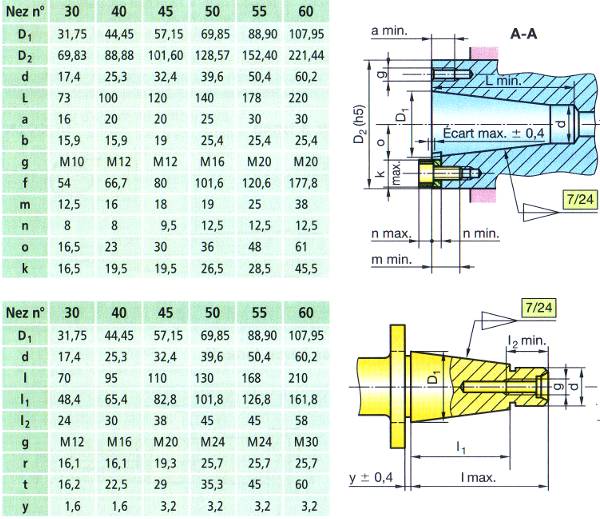
Centrage des outils: le centrage est assuré généralement par la forme conique, sauf cas de trés petits outils.
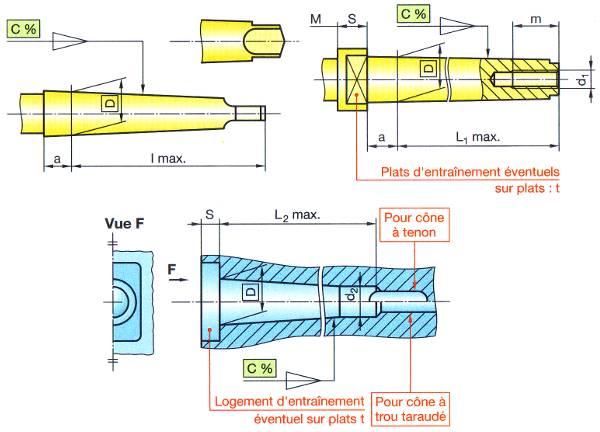
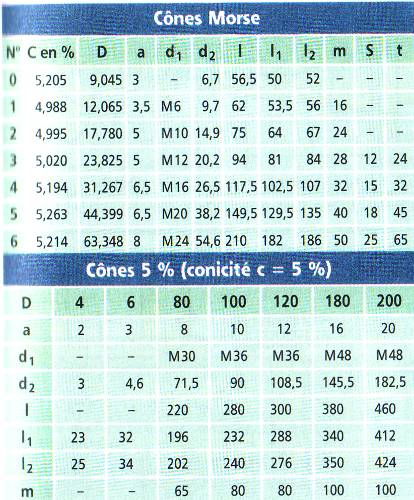
Cônes morses et cônes 5%: ils procurent en général une adhérence suffisante pour l'entraînement des outils. On les démonte au moyen d'une clavette chasse-cône ou d'un extracteur fileté
cône à tenon (à gauche) et à trou taraudé (à droite) - nez de broche (dessous):