SOUDURE - GÉNÉRALITÉS
<= Notes sur les pratiques techniques
avantages de la soudure:
- Continuité de matière, donc bonne transmission des efforts
- Pas de pièces secondaires
- Moindre encombrement, étanche, esthétique
inconvénients de la soudure:
- Le métal de base doit être soudable
- Le contrôle est obligatoire et onéreux
- Le contrôle exercé par les soudeurs est aléatoire
- Nécessité d’une main d’œuvre qualifiée et d’un matériel spécifique
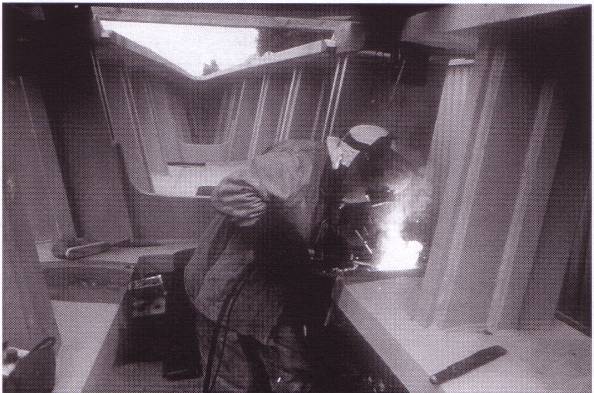
Les deux procédés principaux utilisés en construction métallique sont le soudage à l'arc à l'électrode enrobée (sur chantier principalement) et le soudge à fil électrode fusible sous protection gazeuse (MIG-MAG, en atelier)
Principales Définitions:
- Métal de base: matériau
soudé
- Métal d’apport: métal
apporté lors du procédé de soudage pour créer le cordon de soudure.
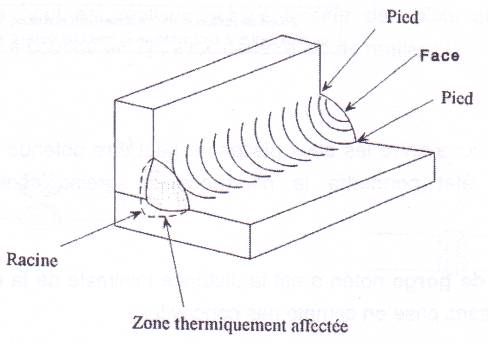
- Racine: endroit jusqu’où le métal
d’apport a pénétré
- Face: surface extérieure de la soudure
- Pied: ligne de séparation, sur la face
de la soudure, entre le métal de base et le métal d’apport
- Zone affectée thermiquement: partie du
métal de base qui n’est pas rentré en fusion avec le métal d’apport mais qui a
subi un échauffement et un refroidissement très rapide au passage de l’arc de
soudage. Dans cette zone le matériau de base est soumis à un durcissement et
peut dés lors acquérir un comportement fragile.
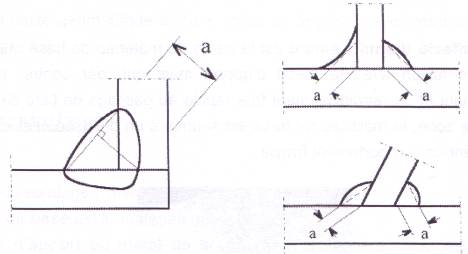
- Dimension de gorge a: distance minimale
de la racine à la face de la soudure, sans prise en compte des concavités
- Longueur d’un cordon de soudure L : distance
longitudinale de la soudure dans le sens du déplacement de mise en œuvre.
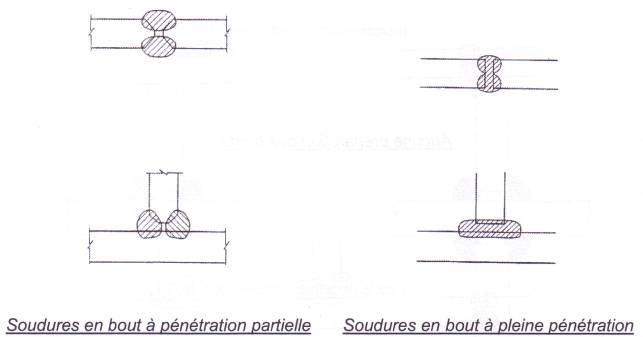
- Soudure en
bout: soudure réalisée dans l’épaisseur des plats aboutés,
dans un assemblage bout à bout ou en té, avec pénétration de matière
- Soudure à
pleine pénétration (fusion de la soudure et du métal de base complète
sur l’épaisseur de l’assemblage) ou à pénétration partielle (celle-ci
ne s’étend pas à l’épaisseur totale de l’assemblage):
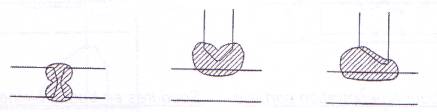
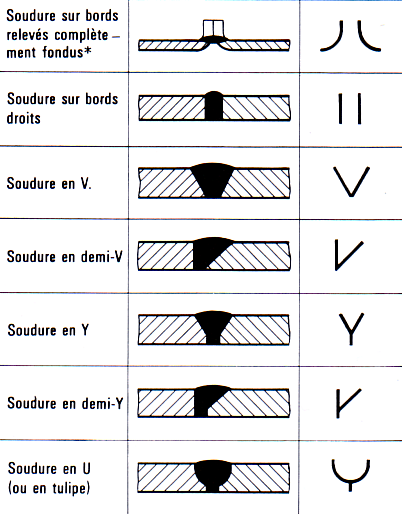
- soudure
sans préparation des bords:
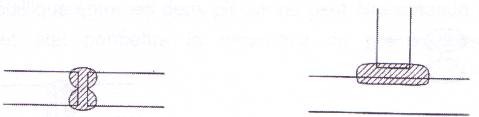
- soudure
avec préparation des bords:
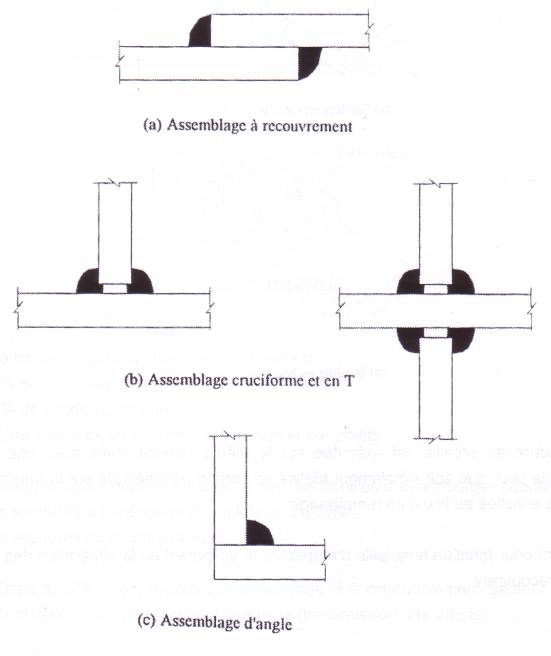
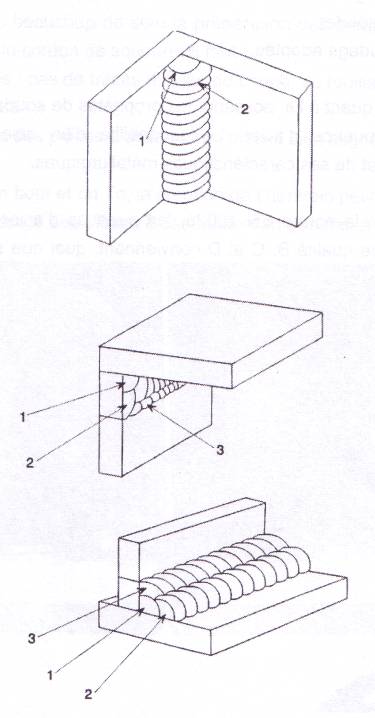
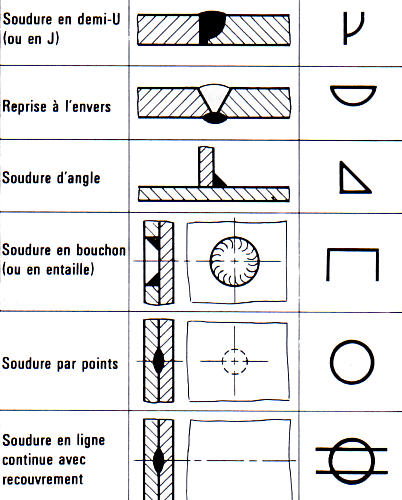
- soudures
d’angle: soudure dont la section transversale est
approximativement triangulaire et qui est déposée à la surface des plats
assemblés
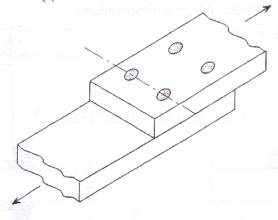
- Soudure en
bouchon: on remplit de soudures des perçages faits sur l’une
des pièces pour assurer la liaison avec une pièce sous jacente
- Soudure en
entaille: même principe que pour la soudure en bouchon, mais
avec une taille suffisante pour réaliser un cordon périphérique sue la tranche
de la pièce entaillée au lieu d’un remplissage
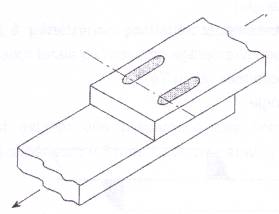
Nota: ces deux
types de soudures ont pour but principal d’empêcher le voilement ou la
séparation des plats qui se recouvrent.
Dans le bâtiment on
a:
- 80% de soudures d’angles
- 15% de soudures en bout
- 5% de soudures en bouchons, en entailles, par points
Risques liés à la soudure: la fusion locale, réalisée vers 1300°C, puis le refroidissement rapide (grande conduction thermique de l’acier) s’accompagne de plusieurs phénomènes:
- la trempe: due à un refroidissement brusque de l’acier au delà de 900°C vers la température ambiante. La trempe lorsqu’elle existe rend l’acier fragile, ce qui est très préjudiciable pour la structure. Pour supprimer l’effet de la trempe on doit assurer un refroidissement plus lent:
- préchauffage : on échauffe le métal de base à ci. 80°C avant soudage. Le métal de base a alors emmagasiné de la chaleur, et après la soudure la diffusion de la chaleur sera plus lente et donc le refroidissement moins rapide
- Post-chauffage : on chauffe immédiatement après soudage ; ainsi la chaleur emmagasinée demandera plus de temps à s’évacuer
- Grande intensité du courant électrique de soudage : cela permet d’avoir une grande quantité de chaleur dans le cordon de soudure et le métal de base; le temps de refroidissement est alors augmenté
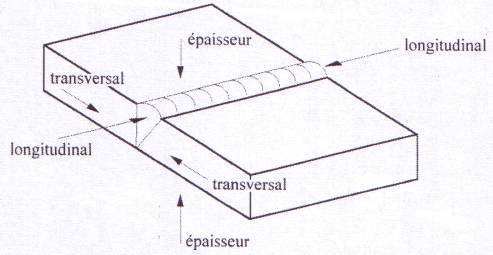
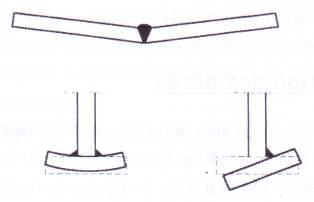
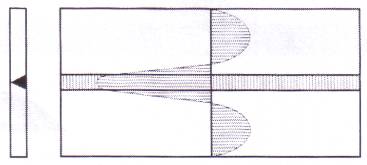
- le retrait: lors des échauffements et
refroidissements, les pièces se dilatent et se rétractent ; à noter qu’au
delà de 650°C toutes les déformations sont plastiques. En soudage la zone
chauffée est toujours entourée de parties froides ; ainsi, si le retrait
est empêché, des contraintes plus ou moins élevées de traction apparaissent
le retrait thermique peur être décomposé en trois parties : dans l’épaisseur, longitudinal et transversal
- retrait
dans l’épaisseur: il a pour effet de faire apparaître des contraintes
importantes dans le cordon.
- Retrait longitudinal: il a pour effet de faire fléchir la pièce
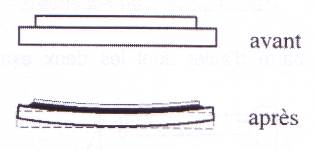
pour éviter cette déformation on peut:
- exécuter une contre-flèche avant soudage
- redresser mécaniquement après soudage
- concevoir un soudage symétrique
- retrait
transversal: il a pour effet de faire apparaître des déformations
angulaires
- apparition de contraintes résiduelles: si le
cordon de soudure n’est pas libre de se rétracter lors de son refroidissement
il apparaît des contraintes de traction dans le cordon et des contraintes de
compression dans le métal de base. De même que pour la trempe, ce phénomène
peut être diminué si le refroidissement est lent et uniforme.
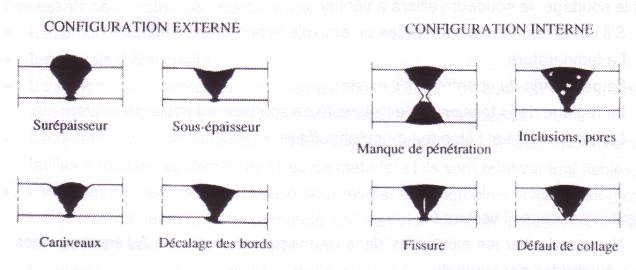
- défauts: anomalies diverses atteignant le
joint de soudure:
- manque ou défaut de collage
- pénétration incomplète : la dimension de la gorge est
inférieure à sa dimension de calcul
- fissures
- inclusions de gaz (porosité) : des bulles d’air ou de
gaz sont emprisonnées dans le métal après le refroidissement
- surépaisseur, sous épaisseur, caniveaux
- décalage des bords
- Préparation des bords: ce
travail est à la base de la réussite du cordon de soudure ; on
doit avoir:
- Des bords propres: pas de trace d’huile, de rouille,
de coupe, de peinture…
- Des bords réguliers
- Un bon accostage des pièces à assembler: pièces bien
alignées, bien maintenues
- Qualité du métal: le métal
d’apport doit avoir des propriétés mécaniques égales ou supérieures à celles du
métal de base (continuité des efforts transmissibles). Le choix du métal d’apport
est ainsi conditionné par :
- Le procédé de soudage choisi
- Le métal de base à souder
- La procédure de soudage adopté
Le métal de base doit bien sur
être soudable suivant les procédés courants de construction métallique (cela
dépend de la composition chimique et des caractéristiques mécaniques de
l’acier).
Selon l’EC3 et la norme EN10025
les nuances S235, S275 et S355 de qualité B, C et D sont soudables quelque soit
le procédé employé.
Normalisation: celle-ci est très poussée dans ce domaine:
NF P22-470: dispositions constructives et règles de vérification des assemblages; cette norme ne s’applique qu’aux cas de charges statiques, en cas de charges dynamiques se reporter aux prescriptions des règles CM66.
NF P22-471: garanties des qualités de travaux de soudures; qualifications, conditions d’exécutions, procédures de contrôles
NF P22-471: procédure de qualification d’un mode opératoire de soudage
NF A81-309 normalisation des enrobages
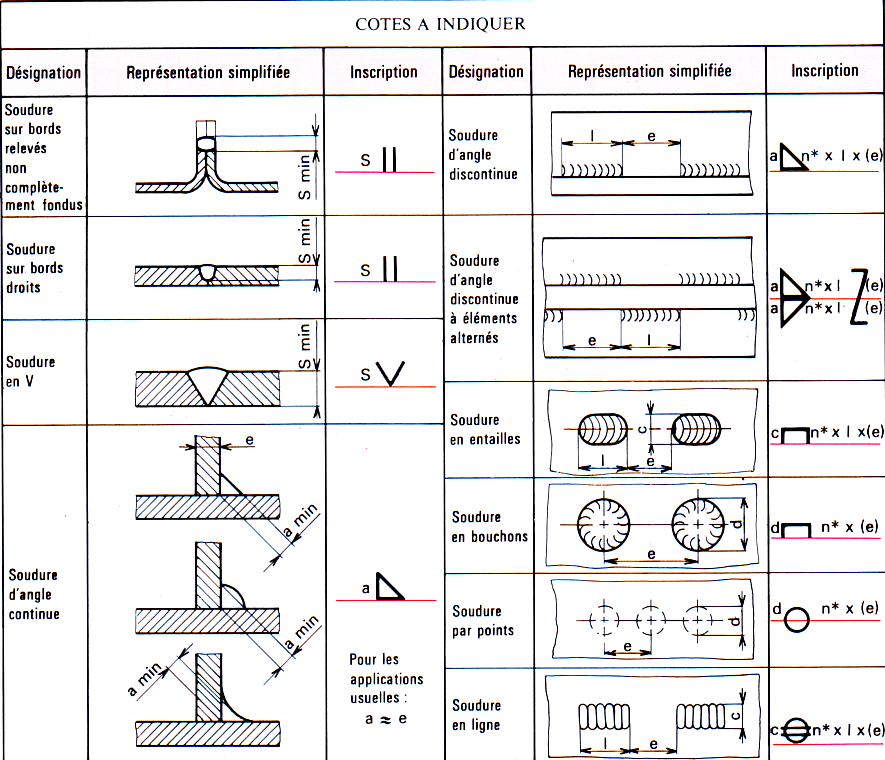
Eléments de cotation:
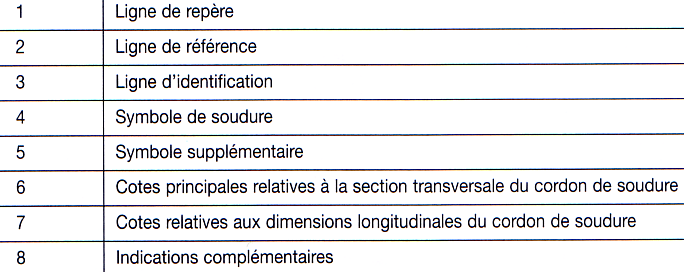
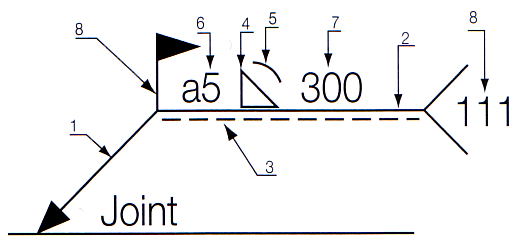
Symboles élémentaires:
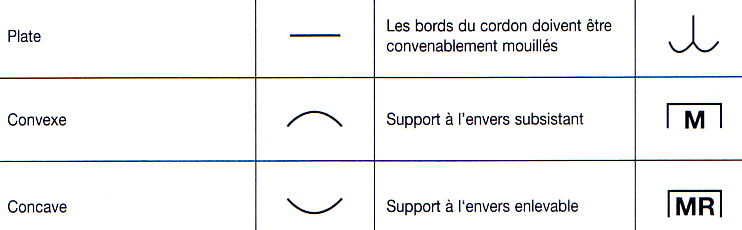
Symboles supplémentaires:
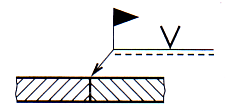
- Soudure périphérique:
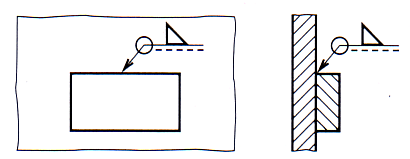
- Soudure effectuée au chantier:
- Indication du procédé de soudage ou de renseignements supplémentaires:
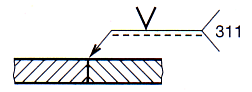
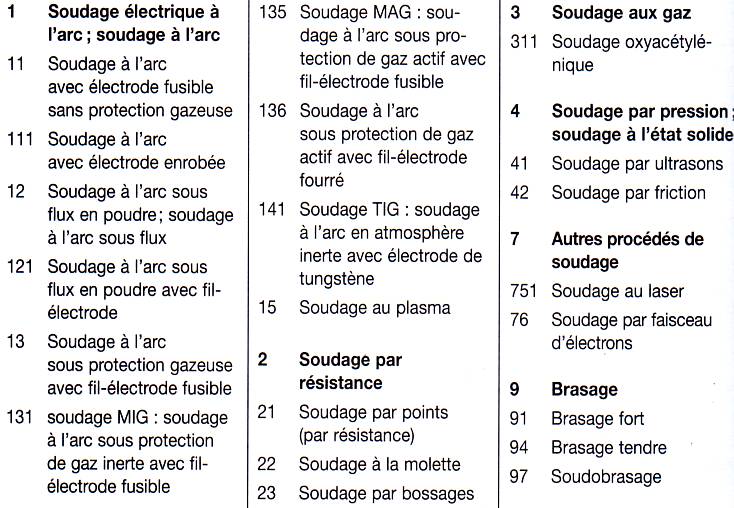
-
Position des symboles élémentaires:
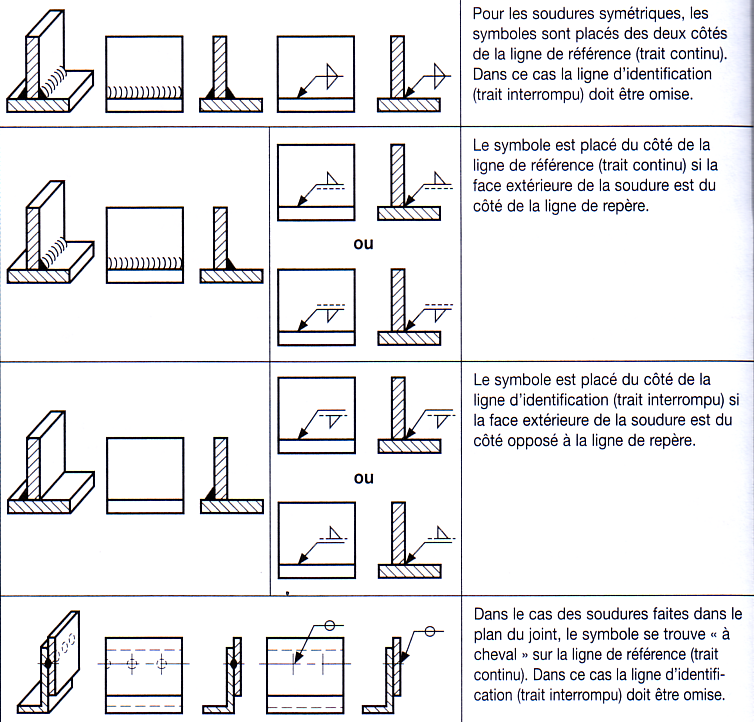
-
Cotation des cordons de soudures: